



パイプインデックス
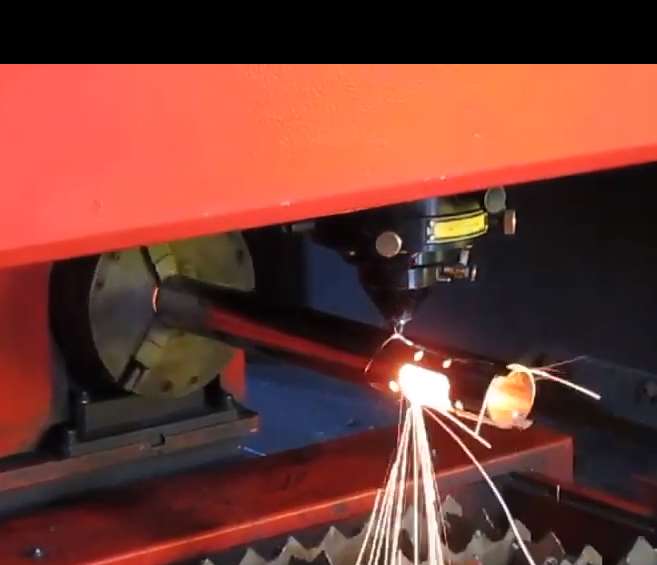
加工機・仕様
板厚:2.3 ~ 10
仕上寸法:300~5700
加工精度が高い
仕上寸法:700~5300
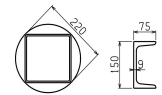
加工可能サイズ最大
丸・角パイプ:対角線 220以下
チャンネル:最大 9x75x150
AMADA FO-MII 3015NT・4K
仕様

通常のレーザーと同じ加工機を使用しているためパイプインデックは、1週間に1日、月曜日にまとめて加工することにしています。
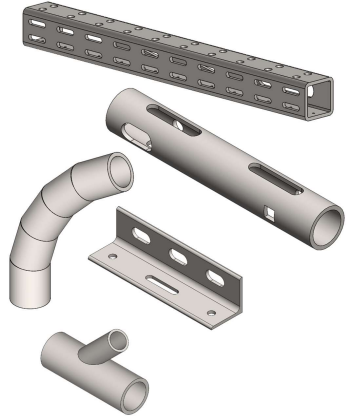
加工例
板厚補正
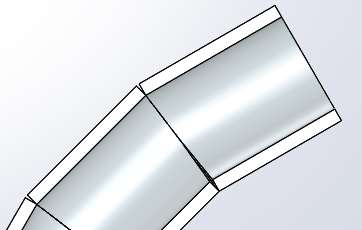
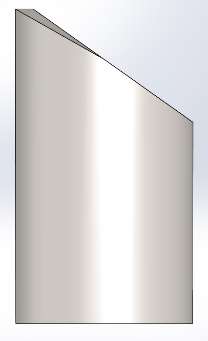
板厚面は、表面/裏面に対して常に垂直になります。(面直)
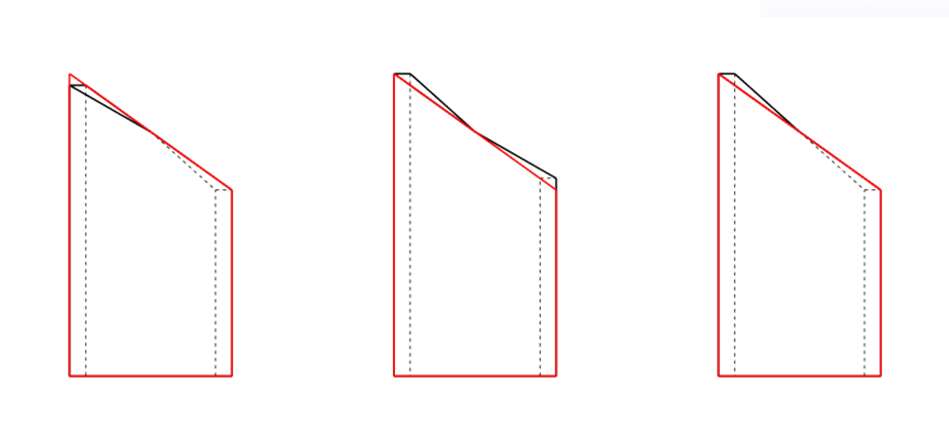
面直の種類は3種類あり、選んで頂けます。

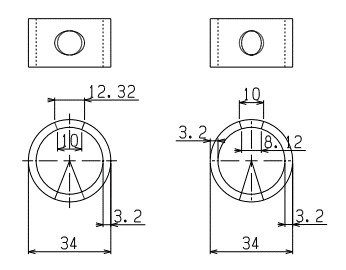
丸パイプに穴あけ加工
穴も面に対して垂直になります。(面直)
下図は、φ34 板厚5 に10φの穴を空ける時の基本の設定です。
その他サイズにも調整可能ですので、ご相談下さい。
穴あけ
板厚に対する最小穴径は、通常レーザーと同じです。
【レーザー加工に関するよくあるQ&A集】をご参照下さい。
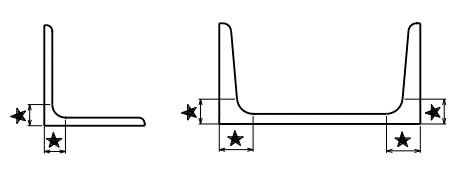
但し、アングル・チャンネル等は、板厚が太くなっている部分★
の穴あけに関しては、キレイに切れない可能性があります。
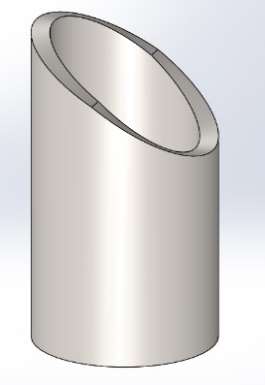
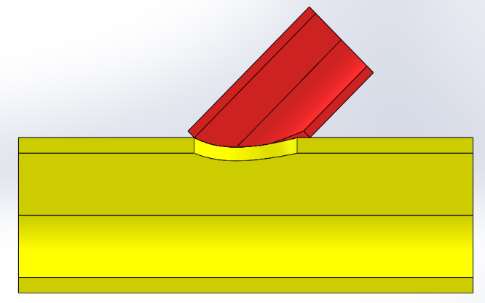
板厚補正斜交
パイプが斜めに付いている場合は、突合せ方法が5種類あります。
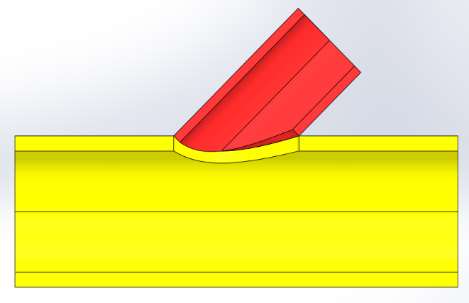
外径-外径
パイプ同士が外形で接します。
両出し
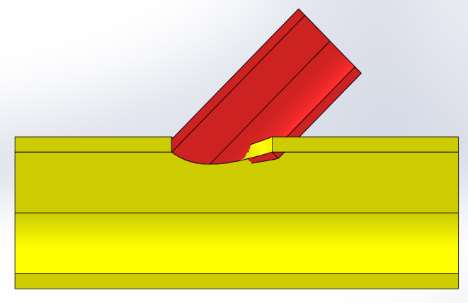
パイプ同士が内接で接します。
開先を削る必要があります。
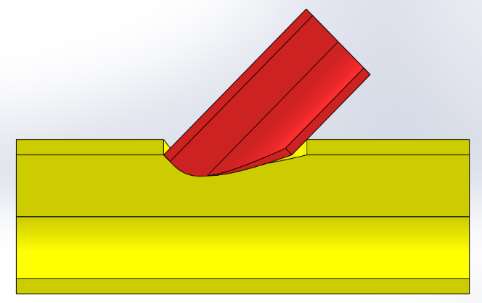
外径-内径
パイプ同士が外径と内径で
接します。
内径-外径
パイプ同士が外径と内径で
接します。
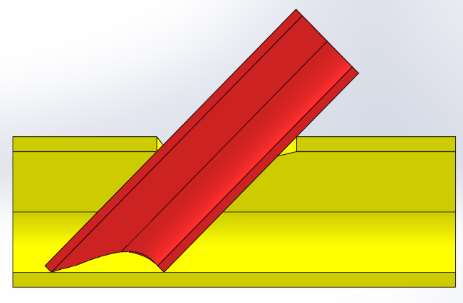
突き通し
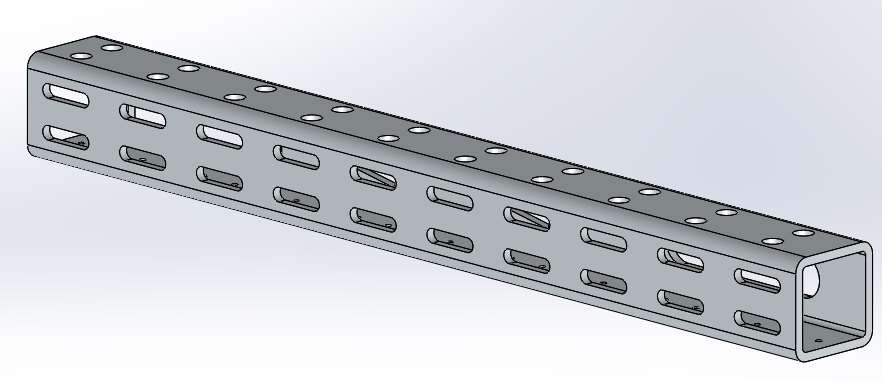
角パイプ
4面に違う加工を1度にする事が出来ます。
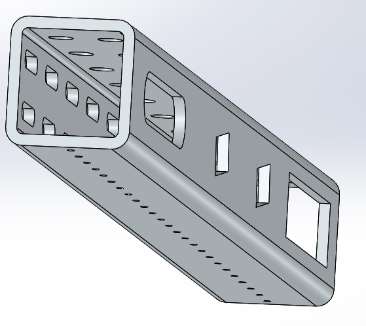
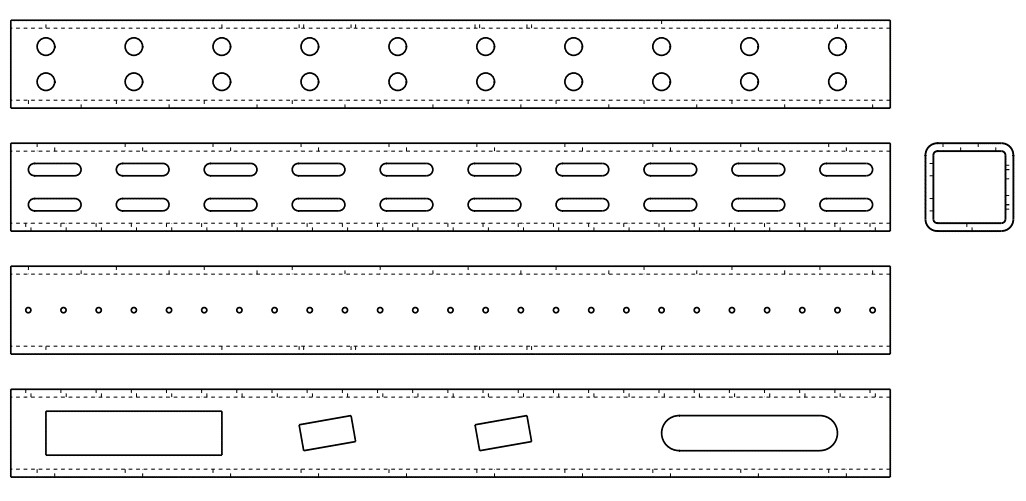
角パイプ・チャンネルは、通常のレーザーでも穴あけ加工は可能です。
通常レーザーの方が金額が安くなりますが、精度が必要な場合は、パイプインデックスとなります。
通常レーザーの場合は、手作業でパイプをセットし穴あけをして加工面の変更も手作業となるため、精度が落ちてしまいます。